|
Recently, the powder coatings market has seen significant growth, and is used across a wide range of industries. Normally, the powder coating process involves putting a coating on an item electrostatically, which is then cured by heat. However, this process is developing further due to: • The finish being harder and tougher than standard paint and guarantees an excellent chemical resistance. • These industries are searching for more eco-friendly and sustainable systems However, the nature of powder coatings means that you need to bear in mind special properties to avoid defects such as the orange-peel effect. How can the High Temperature Rheolaser Coating help? This new technology from Turbiscan can assist by: • Development of low energy curing formulations • Using greener ingredients that comply with environmental regulations and their impact on the curing process • Optimising the gel time by following the curing kinetics. How were the experiments in this study carried out? The experiments were all performed with the high temperature Rheolaser Coating on different powder coatings, using different temperatures and different experimental protocols. Based on an optical technology called Diffusing Wave Spectroscopy (DWS), the instrument uses a laser to illuminate the coating, whereby the photons travel through the coating thickness and interact with any scatterers. The different optical paths of the photons create interfered backscattered waves. This forms an image on the camera composed of light and dark spots and is referred to as a “speckle image”. When the coating presents important microscopic dynamics activity (liquid-like), the speckle image will be fluctuating, meaning some bright spots become dark and some dark spots become bright. The fluctuation speed is directly correlated to the scatterers motion and thus to the viscoelastic properties of the material. Using dedicated image analysis, it is possible to determine a characteristic frequency, the microscopic dynamics (μD or mD), which directly correlates to the speckle image fluctuation. For example, figure 2.a below shows a liquid sample going to dry/cure at an imposed temperature over time.  A high value of μD indicates fast speckle image fluctuation, corresponding to a liquid sample (fast scatterers motion). On the other hand, a low μD value is a sign of a slower evolution of the speckle image and solid-like behaviour. Therefore, it is possible to precisely monitor the curing kinetics of the coating. For powder coatings, during curing at an imposed temperature, the coating changes from solid to liquid to solid form, thus the scatterers mobility change. A μD value decrease means mobility decrease and vice-versa. It also possible to follow the microscopic mobility versus temperature during a temperature increase. A low value of μD indicates low speckle image fluctuation, corresponding to a steady state of the sample. On the other hand, a peak of mobility (μD) is a sign of a faster evolution of the speckle image, generally corresponding to phase transition (figure 2.b below). 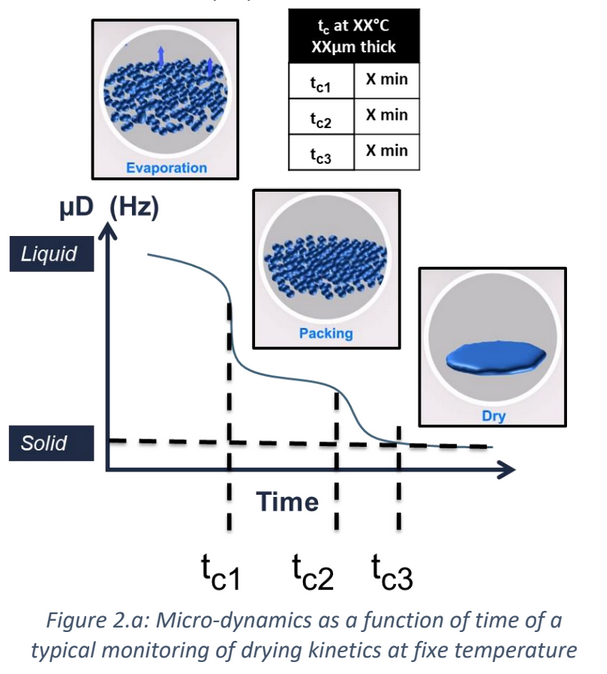 There is an example of powder coating microscopic mobility evolution versus temperature during a temperature increase in section one of the results below. What were the results of the experiments? 1. Detection of characteristic temperatures: Determination of the optimal curing temperature Figure 3 below shows the microscopic dynamics (mD) versus temperature. The sample is a 400μm thick white powder coating heated from RT to 250°C. The graph shows a clear identification of the different curing steps. 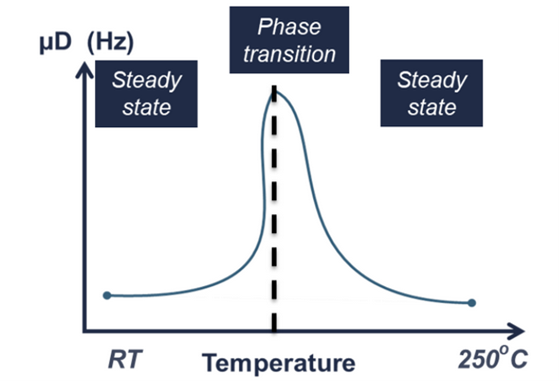 Around 50°C a first peak appears due to the mobility increase during the particle’s deformations. At around 80°C, the peak corresponds to the coalescence of the film. Starting from 125°C, the thermal energy allows the curing and the creation of the three dimensional thermoset network. After the curing and the film formation, an expected peak appears around 250°C. The final dynamics increase is due to the polymer decomposition. To verify the physical correspondence of the different pics (fig. 3), a visual inspection was done after different curing temperature (fig. 4). 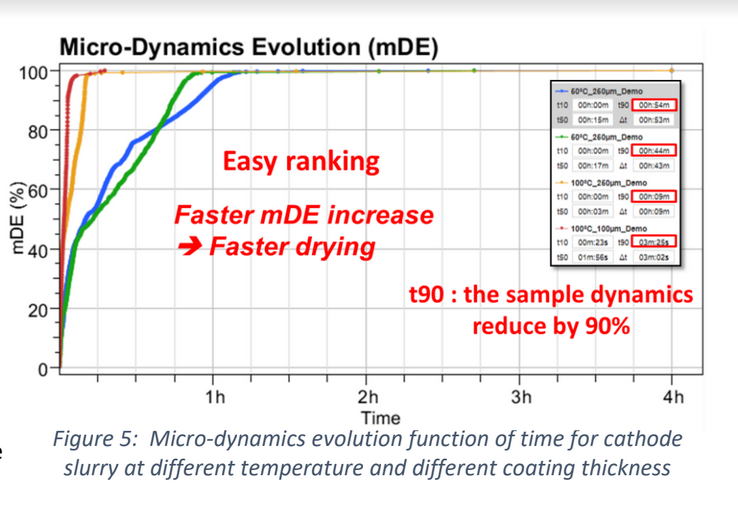 If the curing temperature is less than the decomposition temperature (200°C for example), the coating will form a smooth white film. But if the curing temperature is 250°C, the coating formed will be uneven and brown. Thus, from the microscopic dynamics (mD) versus temperature (fig. 3), it’s possible to determine the optimal curing temperature. 2. Detection of characteristic curing time and influence of the temperature on the curing process To go further and fine tune the results presented previously, the instrument allows the study of the microscopic mobility versus time at a fixed temperature. Figure 5 below shows the microscopic dynamics (mD) versus time for the same white powder coating discussed in section 1 at 125°C and 400μm thick. The inset image is a zoom on the first 5 minutes. 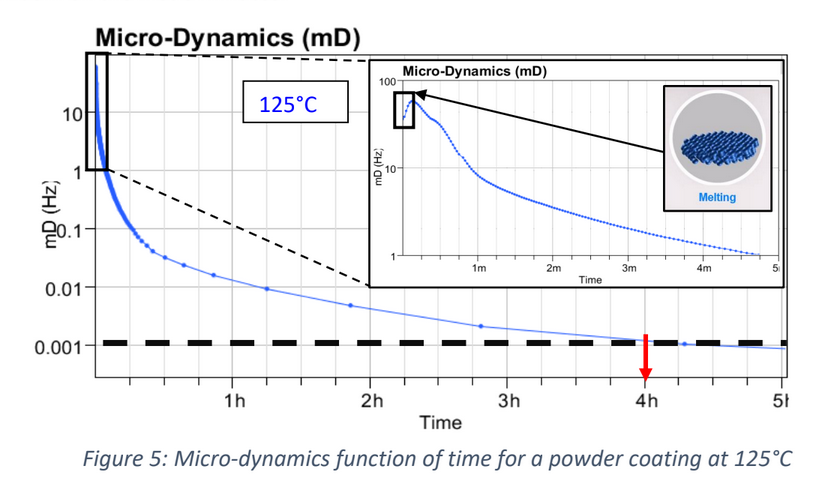 When the sample is heated to 125°C, the microscopic mobility increases (during ≈10s, inset fig. 5) because of the polymer melting. Then, when the polymer has melted, the curing starts, the three dimensional thermoset network forms and the microscopic mobility decreases. For this sample at 125°C, the microscopic mobility (mD) decreases, and achieves a plateau after around 4h. Looking more closely at this, figure 6 below shows the microscopic dynamics (mD) versus time for curing of the same sample, and same sample thickness, but at 3 different temperatures. The inset is a zoom on the first 5 minutes. 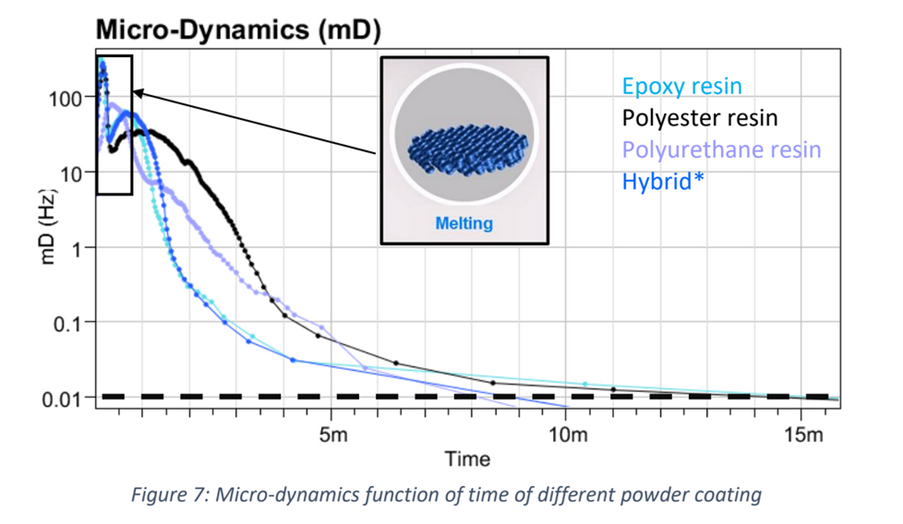 The inset of figure 6 allows a focus on the early stages (i.e. the first 5 minutes) of the curing. For the different curing temperatures, the mechanisms observed are qualitatively the same. Firstly, the microscopic mobility increases because of the polymer melting (for the first ≈10s). Then, when the polymer is melted, the curing starts, the three dimensional thermoset network forms and the microscopic mobility decreases. An interesting discrimination is detected later in the experiments at longer times (fig. 6). At 125°C the curing takes around 4h for this sample (blue curve). If the curing temperature is increased to 200°C ( green curve) takes around 1h to reach the same plateau level. So, by increasing the temperature from 125°C to 200°C, we can reduce the curing time from 4h to 1h, thus increasing the speed of manufacture. However, if the curing temperature increase continues (to 250°C, red curve fig. 6), the sample presents an expected increase of the mobility after 30 minutes. This is due to the polymer decomposition at this temperature, which confirms the result observed in section 1. Most importantly, this instrument allows the formulators to optimize the curing protocol. 3. Detection of characteristic curing time and the influence of the formulation on the curing process Figure 7 below shows the microscopic dynamics (mD) versus time for 4 different powder coating formulations: Epoxy resin, Polyurethane resin, Polyester resin and Hybrid. All the samples are applied at the same thickness (400μm) and analysed at the same temperature of 200°C. 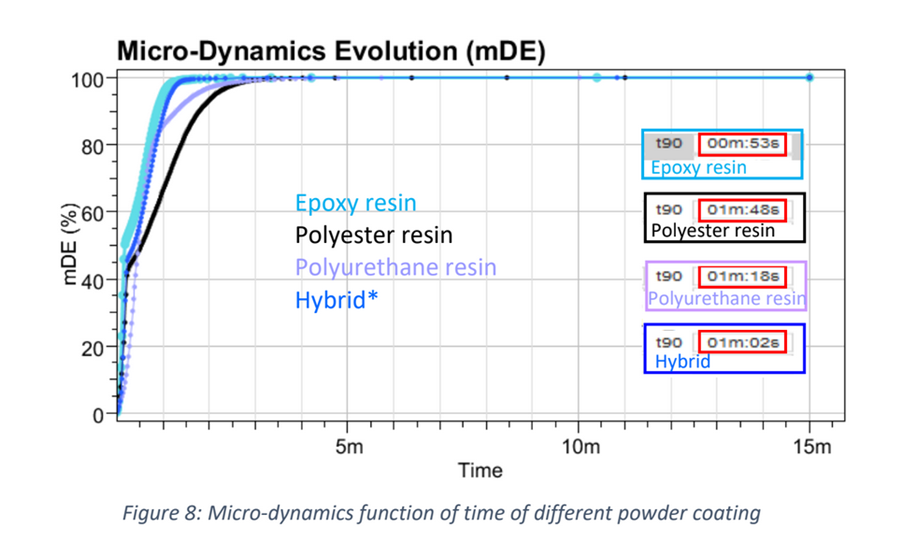 When the samples cure at 200°C, the microscopic mobility increases during the early stages because of the polymer melting. Then, when the polymer is completely melted, the curing starts, the three dimensional thermoset network forms and the microscopic mobility decreases. The graph above shows a clear difference between the different samples and the sensitivity of the technique. The instrument is also able to distinguish the curing kinetics an d the differences between the different formulations (i.e. different polymers or different additives). The software provides a smart way to rank the curing kinetics of different samples (or different curing temperatures, different polymers, different substates, different formulations, etc). Figure 8 below shows the microscopic dynamics evolution (mDE) versus time for the 4 different powder coating formulations. 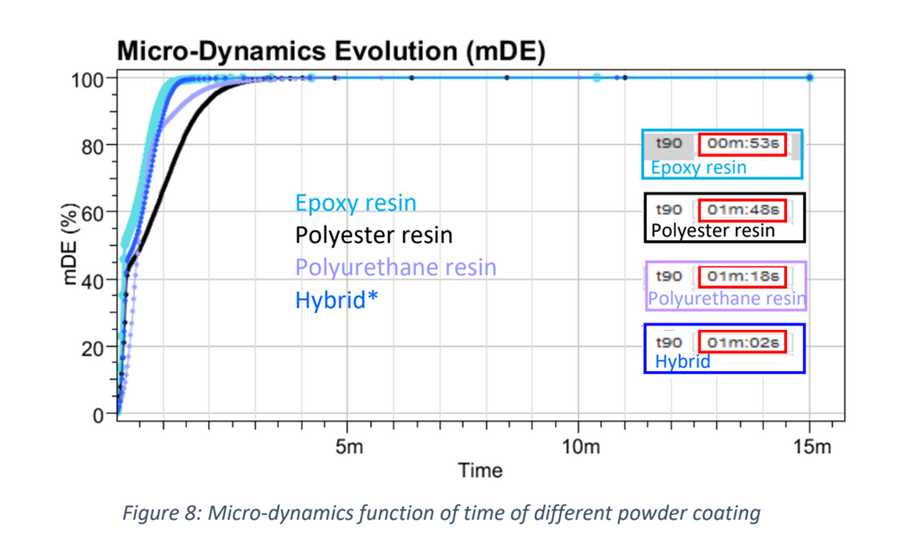 This means we can easily rank the curing kinetics of the different formulations. The faster the microscopic dynamics evolution (mDE) increases the faster the curing. The software also gives a quantitative information corresponding to the time ‘t90’ (in the inset red boxes in Figure 8) where the sample microscopic mobility is reduced by 90%.
For these materials, the ‘t90’ is very close to the end of the melting time, and the start of the curing, due to the important change of the mobility at the end of the coalescence. The solution then allows you to compare, rank and screen different formulations. Conclusion In summary, the high temperature Rheolaser Coating offers a new in-situ, non-invasive and efficient method to better understand the different materials you work with. Allowing you to:
To find out more about the high temperature Rheolaser coating, please contact us on 01442 87677 or email us at: sales@fullbrook.com.
0 Comments
Leave a Reply. |
C HumphreysOctober 2016 Fullbrook Systems Ltd move to new premises in Hemel Hempstead. After being in the same offices for many years the company moved to more suitable premises Archives
February 2023
Categories |
 RSS Feed
RSS Feed